大佬可以略過了
實踐是檢驗真理的唯一標準
實驗準備
以下是為實驗準備的場地佈置
有4個流速檢測器用於測試數據,並準備了三臺噴塗機,以分析噴塗過原料種數的不同對產速的影響。
選擇的增產劑是藍增產劑,因為其增產效果好,可以使實驗現象更加明顯。

選擇MK.II是因為它就是標準的一倍生產速度,也就是直接和公式裡的生產速度畫等號的。

選擇寬帶作為實驗的產物,因為寬帶需要三個原料

在原料塔中分別準備好碳管,硅晶,塑料。
一、空白組
首先是空白組,也就是原料均不噴塗增產劑。
三個流速檢測機的數據分別為8、5、14、14.

分別對應理論公式推導出來的 寬帶:7.5/min,塑料7.5/min,硅晶15/min,碳管15/min
由於存在分揀器運力不連續的原因,數據存在一定偏差,在誤差接受範圍內,數據有效。

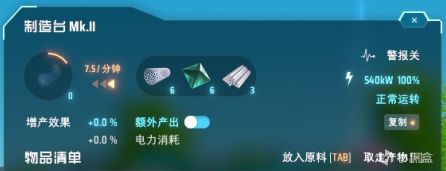
這是空白組的製造檯面板,可以看到當前增產效果為0,符合空白組實驗預期結果。
二、單料組(三種原料中有一種原料噴塗增產劑)
單料組製造檯面板如下

單料組增產效果為0,與空白組相同。
三、雙料組(三種原料中有兩種原料噴塗增產劑)
雙料組製造檯面板如下

與單料組結果相同,雙料組的增產效果依然為0
四、全料組(三種原料全部噴塗增產劑)
全料組製造檯面板如下

可以看到,全料組的增產效果達到了25%

生產加速效果達到了100%。
由以上四組實驗數據可以得出結論:多原料合成物必須要所有原料全部噴塗增產劑才有增產效果
對於增產和加速兩種不同增產效果的對比:

增產效果
選擇額外產出效果時,原料的供應速率不變,產物的生產速率由空白組的8變為9,符合製造檯面板中的從7.5變為9.4的產速變化。
說明增產效果是在原料需求速度不變的情況下,使生產有額外產出。
可以得出增產效果的應用場景是在原料供應相對匱乏的情況下使用,輔以增產劑,以提高生產效率,達到預期的生產目標。

加速效果
選擇生產加速效果時,原料的供應速率和產物的生產速率都翻倍,由原先的7、6、14、14變為15、14、30、30.符合製造檯面板中理論數據由7.5、7.5、15、15變為15、15、30、30的變化。
說明加速效果是在公式轉化率不變的情況下,提高了製造臺的工作速度,從而提高產線的效率。
可以得出加速效果是在原料供應相對充足,而對生產線佔地面積有一定要求的情況下使用,通過使用生產加速效果,在滿足預期生產目標的前提下使生產線的整體佔地面積更精簡。
五、總結
通過本次實驗,理解了增產劑的使用方法,並學習了兩種不同增產效果的區別。為後續製造更高效率的生產線打下了堅實的理論基礎