大佬可以略过了
实践是检验真理的唯一标准
实验准备
以下是为实验准备的场地布置
有4个流速检测器用于测试数据,并准备了三台喷涂机,以分析喷涂过原料种数的不同对产速的影响。
选择的增产剂是蓝增产剂,因为其增产效果好,可以使实验现象更加明显。

选择MK.II是因为它就是标准的一倍生产速度,也就是直接和公式里的生产速度画等号的。

选择宽带作为实验的产物,因为宽带需要三个原料

在原料塔中分别准备好碳管,硅晶,塑料。
一、空白组
首先是空白组,也就是原料均不喷涂增产剂。
三个流速检测机的数据分别为8、5、14、14.

分别对应理论公式推导出来的 宽带:7.5/min,塑料7.5/min,硅晶15/min,碳管15/min
由于存在分拣器运力不连续的原因,数据存在一定偏差,在误差接受范围内,数据有效。

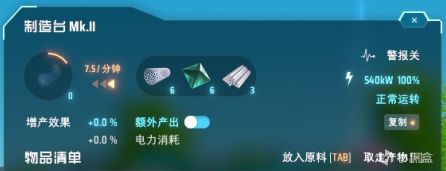
这是空白组的制造台面板,可以看到当前增产效果为0,符合空白组实验预期结果。
二、单料组(三种原料中有一种原料喷涂增产剂)
单料组制造台面板如下

单料组增产效果为0,与空白组相同。
三、双料组(三种原料中有两种原料喷涂增产剂)
双料组制造台面板如下

与单料组结果相同,双料组的增产效果依然为0
四、全料组(三种原料全部喷涂增产剂)
全料组制造台面板如下

可以看到,全料组的增产效果达到了25%

生产加速效果达到了100%。
由以上四组实验数据可以得出结论:多原料合成物必须要所有原料全部喷涂增产剂才有增产效果
对于增产和加速两种不同增产效果的对比:

增产效果
选择额外产出效果时,原料的供应速率不变,产物的生产速率由空白组的8变为9,符合制造台面板中的从7.5变为9.4的产速变化。
说明增产效果是在原料需求速度不变的情况下,使生产有额外产出。
可以得出增产效果的应用场景是在原料供应相对匮乏的情况下使用,辅以增产剂,以提高生产效率,达到预期的生产目标。

加速效果
选择生产加速效果时,原料的供应速率和产物的生产速率都翻倍,由原先的7、6、14、14变为15、14、30、30.符合制造台面板中理论数据由7.5、7.5、15、15变为15、15、30、30的变化。
说明加速效果是在公式转化率不变的情况下,提高了制造台的工作速度,从而提高产线的效率。
可以得出加速效果是在原料供应相对充足,而对生产线占地面积有一定要求的情况下使用,通过使用生产加速效果,在满足预期生产目标的前提下使生产线的整体占地面积更精简。
五、总结
通过本次实验,理解了增产剂的使用方法,并学习了两种不同增产效果的区别。为后续制造更高效率的生产线打下了坚实的理论基础